



平压模切板的制作工艺步骤
平压模切板的制作工艺步骤
八十年代之前,大家我国的平压模切印刷制版一直滞留再用铅排刀方式制做模切板,不但职工劳动效率大,并且精密度沒有确保。80年之后,在我国引入了国际性优秀的人造板排序模切版加工工艺,根据近二十年来我国的中国改革开放和社会经济技术性的迅猛发展,历史悠久的铅排刀制版工艺在中国基础早已被完全取代。
可是对人造板制做平压模切版的恰当有效加工工艺的普及化还很不健全,而且新技术新工艺、新技术应用、新型材料、新机器设备的层出不穷,下边对在我国目前平压模切印刷制版生产加工常用的加工工艺、机器设备、原料及其在制做中的疑难问题等层面开展阐述,与同事讨论。
模切版制做分成刀模版制做和模版制做两一部分,刀模版由模版、模切刀、压痕线和模切密封胶条等组成;底模版由底模厚钢板和压痕底模组成。
模切版的加工工艺按下列流程开展:
绘图模切图→切割模版→装模切刀和压痕线→开节点→黏贴密封胶条→刀具半径补偿垫块→制做压痕底模版→试模切签样建成投产;
一、绘图模切图
模切图是在包装印刷全过程后的整版纸箱展开图,是模切版制做**个重要环节。在印刷设计工艺流程,假如选用的是全页拼板统,能够在印刷设计工艺流程立即輸出模切图,能够合理确保印刷制版和模切版有统一标准。
在纸箱印刷制版工艺流程中假如应用的是手工制作软片拼板,在模切印刷制版工艺流程就必须依据印样排版设计的具体规格绘图模切图。
在绘图模切图的全过程中,针对装模切刀部位和装压痕线部位要按我国纸箱子制图标准确立标明,以便确保在印刷制版全过程使模切版经久不散版,要在大规模封闭图形一部分空出2处之上不必锯断,这部位一般 称为过河,过河总宽针对一小块版可设计方案成3-6mm,针对块状版可空出8-9mm。

二、切割模版
模版应用的原材料有木制双层人造板、高密度纤维板、电木板等,现阶段以木制双层人造板应用广泛,木制双层人造板的薄厚为18mm上下,木制以用红木人造板耐磨性能较高。
切割模版依据切割方式不一样,有数控锯床切割模版,激光器切割模版。数控锯床切割为如今模版线缝生产加工的关键生产加工方式,数控锯床的工作中是运用锯片的左右来回健身运动,用特别制作超窄锯片在模版上生产加工出能装模切刀和压痕线用的窄缝,超窄锯片的薄厚相当于相对部位模切刀或压痕线的薄厚,常见薄厚为0.7-2.0Mm,总宽为1.5-3.0Mm的锯片,数控锯床上装有手电钻,能够在模版上打孔,打孔后,能够根据孔在版上越过锯片开展切割。如今的数控锯床产品系列依据应用的场所和印刷制版类型不一样,规格型号丰富多彩且功能齐全。
数控锯床装有吸尘设备能够把切割的木屑全自动搜集,锯片能够开展电动式夹装,大版块数控锯床的操作台表面装有气浮机系统软件,能够使大版块锯割欢快灵便。
激光器切割模切版是由电脑控制的激光器切割机里开展的,它是激光器做为电力能源,根据激光器造成的高溫对模版的原材料开展切割的方式。开展激光器切割**必须将整版模切图键入电脑上,由电脑控制模切版相对性于激光切割头的挪动开展切割。激光器切割由于应用电脑控制,模切版切割精密度很高。
但在切割全过程中危害切割品质的要素较多,有原材料品质主要参数,板才薄厚,激光器功率,輔助汽体的类型和工作压力,喷头的直徑、规格、原材料与喷头的间距空隙;镜片的镜头焦距、聚焦点的部位,及其切割速率等。因此在具体生产制造中,效仿过去工作经验来明确生产加工实际效果是至关重要的。
激光器切割的主要不足是激光器切割的机价格比较贵,切割成本费较高,用不太可能单独选购激光器进一步割机,只有找技术专业生产厂家订制,而且应用激光器切割模切版价钱较高,预估激光器切割模切版和数控锯床切割模切版会相互发展趋势健全。
三、装模切刀和压痕线
模版切割进行后,要依据所模切纸箱相对位置装模切刀和压痕线,以便确保模切品质,**应挑选品质不错的模切刀和压痕线,大家**介绍一下模切刀。
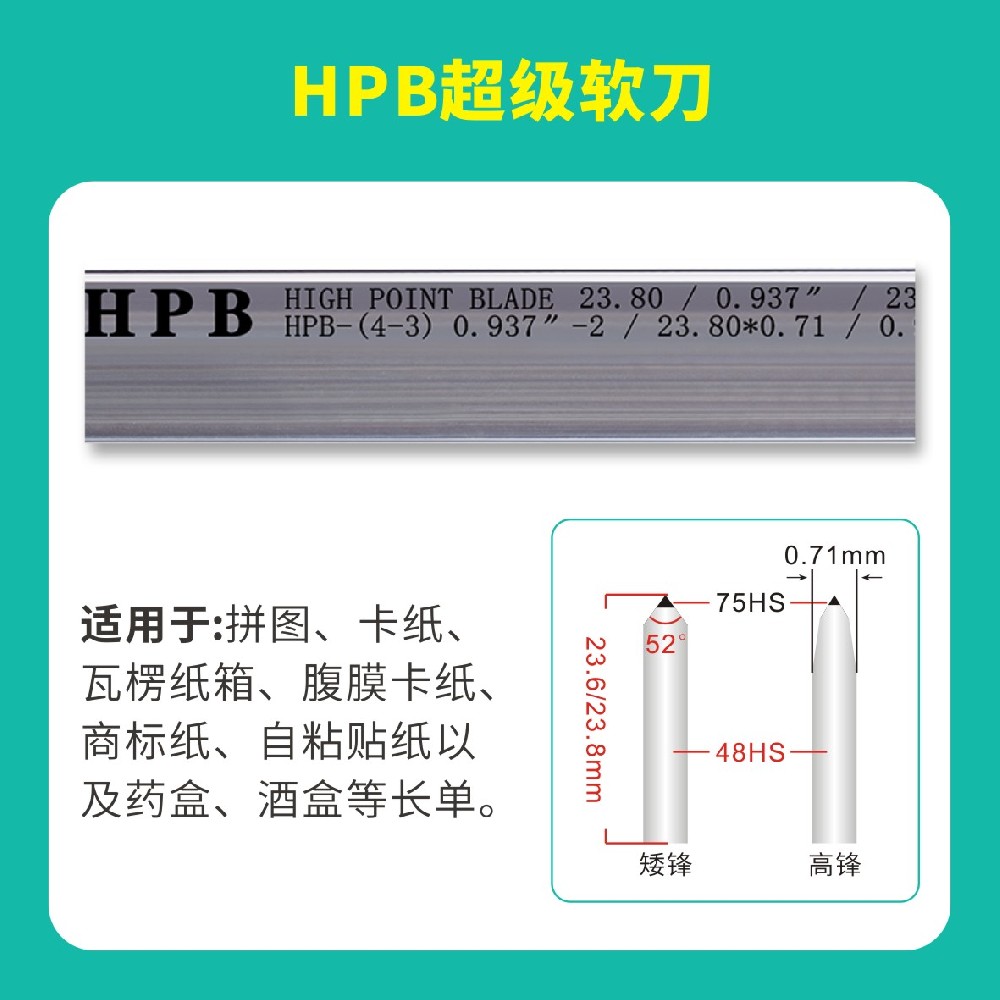
模切刀按强度分也有软件刀和硬体刀之分,软件刀并并不是指刃口软,只是模切刀的刀身选用较低的强度HRC35,在软刀的刀口一部分开展热处理解决至强度HRC56,软件刀线总体能够弯出较小的弧形和半经;硬体刀指的是模切刀总体淬硬至HRC45,刀身总体有较高的抗压强度。
模切刀按刀口样子不一样常见的有规范刀和双峰刀。在模切薄厚超过0.5毫米的硬纸板时,强烈推荐采用双峰刀,这类刀有两个斜刀,能够合理的降低两凸面具有的副作用。而且刀口出现异常锐利,非常容易切进硬纸板。
压痕线产品系列压痕线在模切版上用以进行纸箱伸缩处的压痕工作中,压痕线的薄厚常见的有0.7mm、1.42mm、2.13mm等,压痕线的高宽比为22-23.8毫米。
压痕线的采用标准是:压痕线的薄厚超过纸厚。压痕线的高宽比相当于模切刀高宽比减掉纸厚再减掉0.05-0.毫米。
之上将模切刀或压痕线作了间要的详细介绍,下边讲一下模切刀和压痕线的安裝及有关生产设备。模切刀和压痕线的安裝**要依照**段盒型刀线的长短将模切刀和压痕线开展剪裁、弯折成相对的长短和样子。能用来对模切刀和压痕线生产加工的专业设备关键有刀片裁剪机,刀片成形机(弯刀机),刀片自动冲孔机(过河切割刀机),刀片切角机等。
刀片裁剪机用以对模切刀和压痕线开展剪裁,**需要量出模切版上所必须钢丝的长短,在刀片裁剪机上面有挡规可对钢丝开展长短精准定位,在挡要求位好之后规定将模切版上全部一样长短的钢丝一次性剪裁进行,再开展量取第二段长短,再次开展挡要求位,那样可合理地提升工作效能。

刀片成形机(弯刀机)用以在模切版上对模切刀或压痕线的弧形或视角的精准成形,每台机器设备上都是有成形各种各样常见弧形和视角的专用型磨具对刀线开展弯折成形,刀线的成形部位和弯折水平都是有相对的挡规开展精准定位,能够确保在同一版块的同样弧形和视角的实用性,使实际操作更为便捷快速。
刀片自动冲孔机(过河切割刀机)用以在模切版上过河一部分装刀线时,在模切刀或压痕线后背冲破和过河一样总宽与模版一样高宽比的过桥孔,能够确保圆满利装刀。
刀片切角机在制做模切版时,两模切刀的竖直相交处,由于横着模切刃口出口处刃口斜坡的存有,在竖直模切刀横断面假如切割成平行线会导致竖直相交处切持续的状况,刀片切角机便是处理两模切刀竖直相交处切持续的难题的,根据刀片切角机的切割,模切刀内孔刀口部可全自动切出来一个斜角,恰好和横着模切刃口口斜坡相对性,能够合理地开展两模切刀竖直相交处断开。
之上详细介绍了常见纸箱模切压痕用模切刀和压痕线的刀线生产设备,针对薄厚为0.45mm,高宽比为7-9.5毫米的不干胶贴纸模切刀的刀片成形和剪裁有专用型标识刀专用型刀片成形裁剪机,该机器设备另外有刀片成形一部分和刀片剪裁一部分,用以刀片成形专用型磨具更为精致、好用、*合适标识刀对细微的弧形和视角等样子开展生产加工。
刀片剪裁成形好之后,安裝时规定将切割好的模版放到服务平台上,将一段生产加工好的刀线前行部朝下,指向相对模版部位,用专用型激光刀模捶击上端刀口,将刀线嵌入模版。这儿要注重一下,安裝刀线务必用专用型激光刀模锤或木槌,激光刀模锤头顶部选用弹力棉硫化橡胶做成,在打刀线刀口时,能够确保不伤刀口。
四、开节点
在模切印刷制版中,开节点是开面不可或缺的工艺流程,联接占便是模切刃口口部给出一定总宽的口子,在纸箱模切全过程中,使该一部分的纸箱和废边在模切仍有部分连在一起的地区,使模切后的纸箱和废边不散掉,以使下一步送纸、收纸畅顺。
开节点应应用专业设备:刀线打口机,用沙轮片切削开节点,不运用锤头和錾子去开连点,不然会毁坏刀线和搭角,并在连点一部分非常容易造成毛边。在模切刀过河部位由于悬在空中,不要在这一部位开节点。
连点总宽有0.3、0.4、0.5、0.6、0.8、1.0Mm等尺寸没的规格型号,一般 的常见规格型号为0.4mm。
上文总结整理了有关平压模切板的制作工艺步骤,希望对大家有所帮助。
 返回列表
返回列表看过相关更多 >>
- 压痕线在广州数码印刷中要注意的重要事项 2020-08-10
- 模切质量的影响是因为压痕线使用不当! 2020-08-04
- 反压线小知识:广东常见后道工艺技术要点总结 2020-07-22
- 模切刀小知识:.模切工艺流程怎么做 2020-08-17
- 广州广盟利携玉田元创、上海铠特、厦门瀚铖诚挚感谢您在2019第四届中国(广东)国际印刷技术展览会上的到来和支持 2019-04-15
- 广州印刷厂常用名词解释语(上) 2020-07-31
- (模切刀)高速高精度UV喷码机 | PM1040型UV-LED烘干 2020-08-11
- 2020年11月11日,明泰交流 2020-11-12
- 模切工艺流程知识 2020-08-15
- 啤刀厂家分析刀模,激光刀模和蚀刻刀模的种类区别 2020-08-07
相关阅读更多 >>
- 模切质量的影响是因为压痕线使用不当! 2020-08-04
- 模切刀厂家介绍印刷常识 2020-08-12
- 压痕线在广州数码印刷中要注意的重要事项 2020-08-10
- 模切钢刀钢线的选择该注意哪些细节 2020-08-15
- 反压线小知识:广东常见后道工艺技术要点总结 2020-07-22
- 如何巧妙使用海绵胶条消除海绵胶条压印痕 2020-08-24
- 包装印刷用纸模切刀厂家详细介绍 2020-08-10
- 模切刀小知识:.模切工艺流程怎么做 2020-08-17
- 模切刀正确更换步骤 2020-08-13
- 模切板制作过程 2020-08-19
